
取消
清空記錄
歷史記錄
清空記錄
歷史記錄



超精密平面研磨加工中劃痕的產生原因
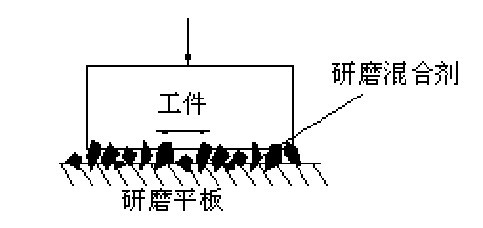
圖 1.3 濕研磨示意圖(單面研磨)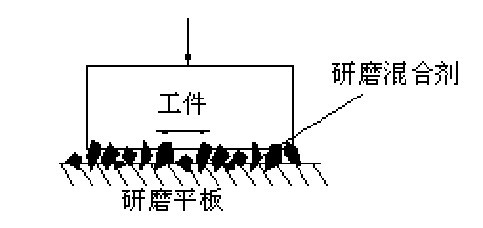
如上圖所示,研磨加工就是利用工件與研磨平板間的相對運動,通過磨料及加工液與工件間的相互機械摩擦作用,從工件上去除極薄的一層,從而獲得較高的幾何 精度和良好的表面粗糙度。影響被加工工件質量的因素有很多,如研磨時使用的磨料型號、研磨工具(研磨盤)、研磨壓力、研磨方法、被加工工件的硬度、加工環 境、添加劑類型等。
研磨加工可以得到很高的表面精度和 表面質量,幾何精度優于 0.1μm,表面粗糙度 Ra<0.01μm。但是如果研磨工藝參數設置不合理,如磨料的尺寸分散性大(磨粒大小均勻性很差),或者在研磨過程中,混入異常大的磨粒、雜質, 當放上工件進行研磨加工時,工件主要與尺寸較大的磨粒接觸,大尺寸的磨料承受較大的研磨壓力,而小尺寸的磨料承受較小的壓力,甚至不受壓力,這使得大顆粒 的磨料參與研磨加工,切削深度大,產生的劃痕深被壓碎,則會產生很多的劃痕,這些劃痕不僅會導致研磨表面粗糙度增大,而且會在研磨表面產生表面微裂紋損傷 層,既會影響工件的使用性能,又會導致該工件在后續加工中產生破損影響工件表面質量。如果在研磨加工的后期產生了較大的劃痕,要在精研磨或拋光等工序去除 劃痕則浪費了開始的工作,并且由于精研、拋光工序的加工效率較低,要耗費很長時間、很大精力才能去除前道工序的缺陷,嚴重影響工件的加工效率,同時可能導 致工件的報廢,降低產品合格率。所以對于劃痕的操控是研磨加工中一個很值得考慮的問題。
除磨料粒度、均勻性的影響外,研磨壓力、磨盤硬度、加工工件的硬度等也會對劃痕的產生及大小有重要影響。
劃痕是指在工件表面上隨機分布的長短不一的線狀缺損 ,它的產生通常有兩種情況:一種是隨機的、不可預知、不可再現的劃痕,這類劃痕大多數取決于研磨加工時,磨料中雜質的數量、混入的灰塵等,劃痕深、數量 少。另外一種是由于研磨加工工藝參數(磨料均勻性、磨盤硬度等)的選用不合理,在工件表面形成的數量較多,深度較小的劃痕。研磨加工時,如果磨料尺寸分散 性較大,各粒群壓入工件深度差也會變大,將直接影響劃痕深度差的大小,進而影響工件的表面質量和性能。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~



